
 English
English 簡體中文
簡體中文

















激光物理學原理圖。
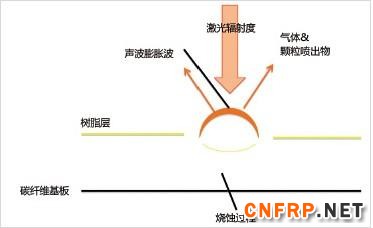
圖1:激光物理學原理圖。
Lasertronics 公司確立了表面處理的特定激光參數,包括波長、能量密度、輻照度和脈沖持續時間,提高了復合材料涂層的粘合性。用于基于激光處理雙馬來酰亞胺(BMI)碳纖維增強復合材料(CFRP)樣品的膠粘劑顯示,比采用傳統處理表面的膠粘劑斷裂韌性值的可重復性更高。雙懸臂梁(DCB)試驗證實,激光處理同樣可產生可重復性高的膠接斷裂韌性(G1C)值,具有較好的失效模式行為。這個項目基于對前期觀察的密切追蹤。其主要目的是在符合行業標準的飛機復合材料,IM7/5250-4 層合板中加入了AF-191環氧樹脂,在350°F( 177°C)下固化,量化激光表面處理提高膠粘劑膠接性能重復性的程度。比較經激光處理樣品的膠粘劑膠接性能和經傳統磨料加溶劑清洗過程產生的膠接性能。試驗矩陣包括表面能測定,DCB 膠接斷裂韌性試驗和測試樣品的電子顯微鏡分析。
技術背景
有機基體復合材料有效的膠粘劑膠接需經過有效的,可重復性的表面處理。目前表面處理方法包括去除剝離層,噴丸處理和手工研磨,接著一般用溶劑清洗。這些人工參與度高的處理方法本身會產生不同的結果。這些工藝會破壞復合基材外層的增強纖維,而且都產生相當多的廢液。后要說的是,膠粘劑處理并不總能有效地去除污染物,如來自膠粘劑連接接合面的脫模劑和碳氫化合物。這種污染物的存在會降低膠接的可重復性。
該項目的主要目的是在高性能BMI復合材料(IM7/5250-4)層合板中加入AF-191 環氧樹脂,在350°F 下固化,量化激光表面處理能夠提高膠粘劑膠接性能的可重復性程度,同時保持或提高膠接韌性的基線。采用DCB 試驗,比較激光處理試驗的樣品膠接性能與飛機制造商基線手工研磨表面處理相同樣品的膠接性能。
激光能量密度對接觸角(Brighton 探針)
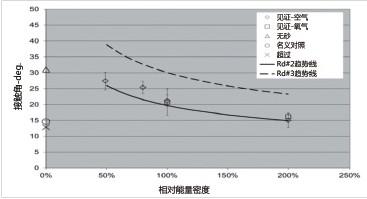
圖2:激光能量密度對接觸角(Brighton 探針)
次要目的是證明復合材料的自動化激光表面處理過程,可以擴大到在現實中機身制造的應用。
激光處理物理學
復合材料表面激光輻射的燒蝕效應與去除剝離層,噴丸處理或噴砂處理的機械效應有著根本的不同。在復合材料表面引起燒蝕的兩個主要參數是:
激光輻射度,每單位面積的能量率(Joules/sec/cm2);
激光能量密度,每單位面積上的總的能量(Joules/cm2)。輻射度乘以暴露時間等于激光能量密度。
在表面“消除”污染物,吸附膜和復合材料樹脂基體相的極薄一層(一米的百萬分之幾),有等離子體動力學,熱化學和熱輻射活動。極短的激光脈沖持續時間(小于200 納秒)可以有效地控制任何熱量傳導到基板。Lasertronics公司的系統傳輸大功率、短持續時間脈沖的激光能量,實時閉環控制精確調節激光能量傳輸到表面的空間分布。
定向激光能量就像一個“光子剝離層”,且表面處理無需化學品、磨料或噴丸介質。激光能量把大部分消除的質量轉換成氣相流出物。殘留顆粒廢物流通常不到去除材料質量的50%。顆粒廢物通過真空廢物收集系統有效收集和紙隔板高效空氣過濾器隔離。這是整個廢物流。因此,激光消除本身能使跟復合表面處理相關的環境,健康和安全問題小化。
為了不損害復合材料基板,產生可控的、可重復性的激光燒蝕過程,目標材料必須充分吸收淺表面層的激光能量,防止穿透基板。
基體相材料的光學吸收特性是設計可控的、可重復的復合材料激光處理的關鍵考慮因素。Lasertronics 公司發現在各種類型的復合材料中,具有高輻照度和短暫持續時間的激光脈沖易于被基體相材料吸收。這種吸收特性能保護增強纖維,使激光處理成為復合材料表面處理應用的理想選擇。
任何可穿透復合材料基體相的激光能量,均在復合材料中被部分吸收。不同類型的復合材料證實碳纖維具有吸收適度能量的能力,而沒有不良影響。復合材料中的熱傳導是高度異向性的——通常縱向(軸向)方向上比沿厚度方向大五到十倍。這個特性使材料對消散任何能量吸收都能起到有效熱沉的作用。
掃描電子顯微鏡(SEM)觀測激光處理樣品,證明了激光處理消除復合材料基板深度為3-5 微米(μm)。這種“光子剝離層”過程去除了基體材料極薄的一層,而不影響碳增強纖維或玻璃增強纖維。然而,激光在剝離層方面具有獨特的優點:
激光均勻地覆蓋整個表面。
激光不會產生纖維損壞或者面板曲率。
激光是自動化過程,基本上不需要繁重的勞動力。
激光幾乎不產生廢物。
激光在表面起化學作用。
激光可以配置成自動化的,實時從生產過程中獲取參數數據;這樣可以準確地分析數字過程控制指標,如6-σ,SPC,有助于質量規程。
這些優點使激光處理在膠接處理和相關結果中呈現良好的可重復性。從而可以保證生產處理高度控制,結果一致。
激光處理樣品的詳細SEM 分析證實,激光不會燒蝕或者破壞碳纖維,也不會剝離樹脂基體相材料的表面。使用嚴格的6-σ 過程指標,激光的淺層消光深度可以是高度可重復性的激光效應。激光是一種非接觸,定向的能量處理,因此它與傳統的自動化策略本質上是兼容的。激光燒蝕提高了處理結果的可重復性,同時大幅減少了觸摸勞動力,幾乎不產生廢物。
具有內聚和內聚- 層間混合模式的DCB 失效表面。

圖3:具有內聚和內聚- 層間混合模式的DCB 失效表面。
例如,在美國海軍艦隊戰備中心東部,目前使用自動化激光系統從CH-53E 直升機的主旋翼槳葉去除涂漆。海軍希望能延伸激光處理的范圍,涵蓋H-60 和V-22 旋翼槳葉。
表面能試驗
表面能是材料對涂層和膠粘劑的接受能力的一種公認的度量。該項目的篩選試驗使用Brighton 探針儀測定靜滴接觸角,評估在不同激光處理條件下,對項目中使用的復合材料表面能的作用(見靜滴接觸角試驗)。
該項目進行了包括111 個樣品的三次表面能篩選試驗,評估激光表面處理的作用。一個重要的結果是激光能量密度(每單位面積的總能量)與接觸角之間的單調相關。較高的激光能量密度水平以及較低的接觸角與較好的潤濕特性直接相關。數據表明激光表面處理能顯著提高復合材料的表面能值。較高的表面能值通常與涂層粘合性的改善相關。
檢測了飛機制造商的基線手工研磨處理樣品和衍生(多砂)處理的樣品,與激光處理樣品相比較,量化表面能和處理結果的變異性。
篩選試驗的結果指導DCB 試驗基體的選擇。對所有激光樣品,采用脈沖輻射度的基線水平,當激光能量密度(暴露時間)變化時,相應DCB 結果與能量密度水平相關。
DCB 試驗
加州格倫代爾的Delsen Testing 實驗室,在該項目中,依照ASTM D5528標準制作和測定了DCB(雙懸臂梁)樣品。試驗數據如表1 所示。
裂紋形成后,試驗樣品的“重復載荷”形成荷載- 位移數據,記錄了應變能釋放率作為經由膠粘劑膠接接頭長度的裂紋擴展。影響應變能釋放率幾個因素,包括膠接強度,基板彎曲剛度和失效模式。試驗中,測定的DCB 數據顯示GIC 值大降低5%。
DCB 試驗中另一個重要衡量是失效模式,即終失效為粘接失效,內聚斷裂還是層間斷裂。在單獨的方框中介紹了有關復合材料膠接失效模式的討論。通常,復合材料表面處理過程力求消除低膠接強度和低斷裂韌性的粘接失效模式。理想的情況下,DCB 試驗只產生內聚膠接和層間膠接斷裂,沒有膠粘劑膠接失效。這正是該試驗產生的結果。
DCB 試驗數據匯總。
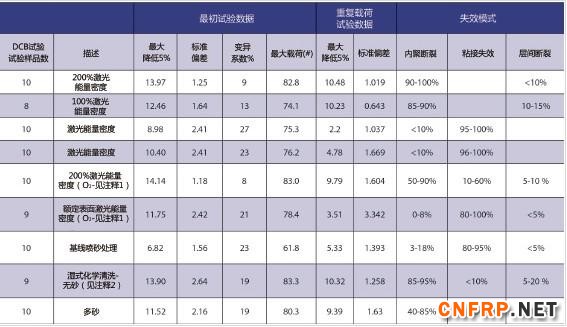
表1:DCB 試驗數據匯總。
除制作和測定DCB 樣品外,Delsen實驗室還分析了樣品的DCB 荷載- 位移數據與失效模式面積比。DCB 斷裂表面如圖3 所示。表1 中DCB 數據顯示了較高的GIC 值與較高的激光能量密度單調相關。此外,在兩個高能量密度激光的處理條件下,測定DCB 試驗樣品總體的標準偏差和變異系數(Cv),較高的激光能量密度水平能降低GIC 值的變異性。
100% 能量密度條件相當于激光照射點的小重疊的激光掃描模式,確保激光照射完全覆蓋目標表面。經100%的激光能量密度條件處理的樣品,顯示85-90% 為內聚斷裂,其余為層間斷裂。200% 能量密度條件是100% 的能量密度條件的兩倍。Delsen 實驗室分析表明,經200% 激光能量密度條件處理的樣品,顯示90-100% 為內聚斷裂,其余為層間斷裂。
在空氣和氧氣凈化,200% 的激光能量密度條件下,產生的DCB 試驗結果值相當于制造,一般認為是復合材料膠接時期的頂峰(Melcher 等) 的F-22 飛機得到的值。值得注意的是,在100% 激光或者200% 激光條件下,都沒有粘接失效。
100% 的激光能量密度水平似乎是有效表面處理的激光條件閾值。較低的能量密度的激光條件——80% 和50%——產生的G1C 值較低,通常為粘接模式失效。在能量密度較低的處理條件下,激光不能處理整個表面。較低的膠粘劑膠接韌性值反映了這種不完全的膠接接頭覆蓋。
DCB 試驗結果
飛機制造商的基線表面處理過程的DCB 試驗數據有著高變異性,如同手工操作所預料的結果。此外,手工研磨處理結果也有較高的變異性,SEM 和光學顯微鏡也表明手工研磨處理不斷地損壞試驗基板近表面的碳纖維。與激光處理的樣品相比,這種損壞是不受歡迎的。而激光處理對碳纖維沒有任何損壞。
激光處理和基線手工研磨處理樣品的DCB 試驗總體結果顯示:
經高能量密度激光處理,測定的G1C 值其變異系數(Cv)值不到經基線手工研磨過程測定值的一半。因此,激光處理的樣品比它們的相關基線具有更大的可重復性。
高能量密度激光處理測定的G1C值具有任何試驗數量的高值,包括基線手工研磨處理。因此,經激光處理的樣品比其對應基線的膠接斷裂韌性更高。
這些改善對復合材料制造應用意義非凡。
注釋:
1. 為了測定在激光燒蝕期間,基板表面的氧分壓是否會影響DCB 結果,在純氧環境下進行了兩輪激光表面處理。
2. 這個處理只用于試驗,不用于生產。
結論
1. 激光表面處理,選取合適激光參數和閉環控制,能顯著提高兩者的重復性的一致性:
a)與膠接復合材料的處理;
b)處理結果主要表現在膠接性能一致性更高。測定包括更高的G1C 值,徹底消除粘接失效,而且結果的重復性提高兩倍多。
2. 激光處理本身具有可擴展性,而且與工廠自動化的各種模式相兼容。這種兼容性使其比傳統的復合表面處理方法有更高的生產量和更嚴格的控制。
在制造復合材料機身和部件時,兩種結果都很重要。兩者結合,可以說代表了一種突破。
Lasertronics 公司設計和生產了去除涂層和表面處理的專用激光系統。Lasertronics 公司的系統包含獨特的閉環、實時電子控制技術,在目標表面,激光能量精確的、可重復的分布,同時保護基板不受材料屬性的變化。
鏈接:
靜滴接觸角試驗
靜滴試驗(來自拉丁語sessilis,“與坐有關”)是公認的測定一個表面的表面能的方法。靜滴試驗是選定的探針液的液滴置于測量表面上,通過測定表面和小液珠邊緣形成的角算出表面能值。這就是所謂的接觸角。接觸角表示用于試驗表面,形成液滴的液體的極性和分散力之間的表面能平衡。
接觸角小,特點是面積大和剖面低,表明表面能高、具有更好的粘合潤濕特性,以及對涂層的接受度高,包括膠粘劑。近垂直的接觸角,特點是面積小和剖面高,表明表面能低對涂層的接受度低。
每種材料對涂層都有固有的接受度。易于接受涂層的表面比不易接受涂層的表面更容易油漆或用膠粘劑膠接在一起。聚合物表面一般不易接受涂層,這使得復合材料難以油漆或用膠粘劑膠接。
液滴置于涂層度高的表面,液滴會擴散開,占據的面積變大。擴散的結果是液滴將與表面呈現低剖面(接觸角小)。車上的雨滴,沒有打蠟時會呈現這樣;它們是扁平的,幾乎不形成單獨的液滴。能產生面積大,低剖面的液滴的表面稱為高能表面。
相反,不易接受涂層的表面,通常液滴不會擴散開,占據的面積小,并且與表面呈現出較高剖面(接觸角大)。想象雨滴滴在打蠟的發動機蓋上;每一滴是相當清晰、堅挺的。這稱為低能表面狀態。
在表面用油漆、密封膠,或膠粘劑,高能表面狀態顯然是可取的。包括許多復合材料的一些材料,其表面能太低,以致涂層附著不良。
在這個項目中采用靜滴試驗測定表面能。
復合材料表面間的膠接失效模式
在DCB 試驗中,附著在復合材料之間的膠接接頭通常呈現出三個主要斷裂模式:
當試驗載荷下,膠粘劑從復合材料表面脫粘時,即為粘接失效。
當試驗載荷下,膠粘劑自身失效,盡管剩余粘附在膠接表面,即為內聚斷裂。
當試驗載荷下,復合材料基板材料自身分層,即為層間斷裂。
在DCB 試驗中,試驗樣品經常呈現這三種失效模式的混合。一般,復合材料膠接過程力圖消除粘接失效模式,因為這種模式表明膠粘劑膠接的低強度和低斷裂韌性。在DCB 試驗中,在膠接接頭的接合面,內聚和層間失效模式比膠粘劑粘接模式失效更容易出現。在DCB 試驗中的膠接失效模式,技術專家的共識是,為膠接接頭的整體完整性和斷裂韌性提供了關鍵信息。
雙懸臂梁(DCB)試驗
膠接接頭的斷裂韌性可以通過測定基于力學膠接斷裂性能來定量。該項目評價不同表面處理方法是根據標準ASTM D5528,單向纖維增強聚合物基體復合材料I 型層間斷裂韌性的標準試驗方法,進行DCB 試驗。在標準ASTM D5528 中,對DCB 試驗的定義是測定經由膠接接頭樣品接合面之間的膠接接頭平面的模式I 型應變能釋放率(G1C)的臨界值作為裂紋擴展。G1C 值衡量膠粘劑膠接的斷裂韌性。
標準ASTM D5528 雙懸臂梁(DCB)試驗樣品和載荷塊
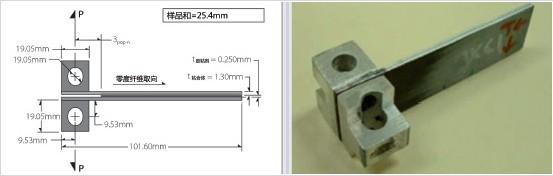
圖4:標準ASTM D5528 雙懸臂梁(DCB)試驗樣品和載荷塊
DCB 試驗還包括分析樣品表面的失效模式(如粘接失效,內聚斷裂或層間斷裂)。失效模式分析為失效機理和膠接質量提供了關鍵信息。
DCB 試驗旨在經由兩個膠接基板接合面之間的膠接接頭平面,誘導裂紋擴展時,通過測定應變能釋放率(GIC)的臨界值(大降低5%),量化膠粘劑膠接的模式I 型斷裂韌性。附在DCB 樣品每側的負載塊為產生機械力的拉力測力計的附著點。標準D5528 試驗樣品為1 英寸×4 英寸(25.4mm×101.6mm),單向復合材料基板縱軸為零度纖維取向(例子見圖4)。在DCB 試驗過程中,裂紋形成和裂紋擴展是通過拉力載荷,垂直于膠粘劑膠接線的橫軸方向,作用于載荷塊來實現的。在圖4 中這些負載為力P。由于兩個膠接基板被拉開,產生裂紋擴展,記錄下維持擴展所需要的拉力。
更多信息請關注復合材料信息網www.lzzz.net