




















收藏:玻璃鋼真空導入工藝
真空導入工藝的基本原理是指在固化后的膠衣層上鋪放玻璃纖維、玻璃纖維織物、各種嵌件、脫模布、樹脂滲透層、鋪放樹脂管路和覆蓋尼龍(或橡膠、硅酮)撓性薄膜(即真空袋),薄膜與型腔四周邊緣密封嚴實。型腔內抽真空,往型腔里注入樹脂。在真空狀態下樹脂沿樹脂管路、纖維外表流動而浸漬纖維束,在室溫或加熱條件下制品固化的成型工藝 。
1、機械性能高 與手糊構件相比,真空導入工藝成型的構件強度,剛度及其它的物理特性可提高1.5倍。
2、重復性好 構件有相對恒定的樹脂比,孔隙率低≤1%,手糊≥5%.
3、質量輕 纖維含量高達75-80%,無需額外的材料來連接芯材。
4、環保 真空導入工藝幾乎是閉模成型過程,揮發性有機物和有毒空氣污染物均被局限在真空袋中。
5、成本低,效率高 纖維含量高,樹脂浪費率低于5%,比開模工藝可節約勞動力50%以上。在芯材加入的前后,無需等待樹脂的固化。尤其在板中加筋時,材料和人工的節約相當可觀。
真空導入工藝步驟
1、模具表面涂脫模劑(蠟)
2、鋪放干織物和夾芯
3、鋪放隔離層
4、鋪放分散介質層
5、用真空袋密封
6、注入樹脂同時抽真空A
7、室溫固化或放入烘箱
真空導入材料的選擇
適應真空導入工藝的典型樹脂包括低收縮聚酯樹脂,乙烯基樹脂,環氧樹脂等。樹脂體系黏度一般0.15~0.8Pa.S。使樹脂僅在真空力作用下能夠完全浸漬增強材料。不同的工藝對凝膠時間有不同的要求,如有些工藝要求在35min內注射完,有些則需要4h完成,因此凝膠時間應可變易控,這是注射成功的關鍵之一。在浸漬過程中粘度變化小,固化放熱峰值應適中。高放熱峰會損壞模具甚至成型構件。
增強材料的選擇
手糊工藝常用的纖維增強材料在真空導入中均可使用,其它形式的纖維織物,從短切原絲到厚的針織氈也都可以使用。新型的針織材料和平紋單向纖維是較理想的選擇
固化體系的選擇
由于真空袋壓樹脂注入工藝一般采用的是已經加入促進劑的樹脂,因此在使用之前只需加入引發劑即可。常用的引發劑是過氧化甲乙酮。引發劑的用量與所需的凝膠時間和充模時的溫度有很大的關系,因為真空袋壓樹脂注入是閉模成型,因此濕度對引發劑的用量基本沒有影響。
芯材的選擇
芯層材料一般為低密度泡沫和輕質木材,還可以是熱塑性材料,混凝土材料,固化拉擠材料,金屬嵌件等。在具體使用中需考慮的因素有熱膨脹系數差異,表面處理情況,與樹脂的相溶性等。
真空袋壓樹脂注入工藝所需材料
真空袋膜
導流網
脫模布
中空螺旋管
樹脂進料管
抽氣管
真空袋密封膠
吸膠氈
定位噴膠
1、真空袋膜
聚丙烯膜是常用的真空袋膜,可以在形狀復雜的模具上拉伸,無折疊和褶皺,真空效率高。
2、導流網
可采用孔隙率高的機織纖維,便于樹脂的滲透。導流網的作用是將鋪層和模具表面、真空軟膜分開,同時保持了具有一定相互連接的垂直間隙和相互橫向連接的網狀結構。樹脂從注射點、分配槽經由分配介質自由流向分配介質并完全覆蓋整個產品一個表面,然后縱向均勻滲透鋪層后通過上表面的分配介質,從而完成整個浸漬過程。
3、脫模布:低孔隙率、低滲透率的纖維織物可改善制品的表觀,防止真空袋粘在制品上。
4、中空螺旋管:主要用作樹脂流道和袋膜內抽氣管。
5、樹脂進料管:用來連接樹脂灌和注入口的塑料管,在承受一個大氣壓的情況下而不變形。
6、抽氣管:用來連接抽氣口和樹脂收集氣及樹脂收集器與真空泵的塑料管,能承受一個大氣壓而不變形,通常直徑比樹脂進料管要小。
7、真空袋密封膠:真空袋密封材料成粘稠狀,鋪放于模具邊框,以保證真空袋膜的密封性,在真空成袋過程中,密封材料具有足夠的“粘性”,可以粘接在各種表面上,同時其“粘性”不能過大,可以保證固化脫模后,能將其及時清理掉。
8、吸膠氈:透氣氈為無紡聚酯或尼龍,其作用是將增強材料和樹脂固化過程中產生的氣體驅向真空排氣口,也可用來吸取過量的樹脂。
9、定位噴膠:定位噴膠主要是用來使增強材料或真空導入樹脂注入材料之間的粘接,以達到定位的效果。
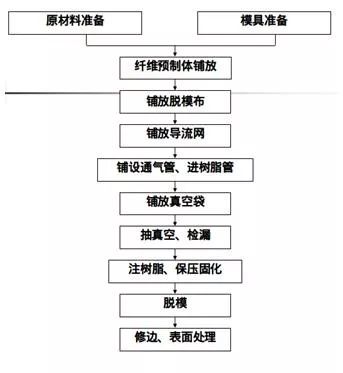
真空袋壓樹脂注入工藝流程
1、打脫模蠟或脫模劑
模具清潔后應放置8小時以上,待模具表面的水分充分干燥后方可上脫模蠟(劑),采用聚乙烯醇脫模劑時應仔細檢查其成膜的均勻性,不得有遺漏和流掛,充分干燥后方可涂刷膠衣;采用脫膜蠟時新模必須打4-6度蠟,舊模打2-3度,每度蠟的間隙必須在2小時以上,脫模蠟不能遺漏和堆積。
2、噴涂膠衣e3
噴涂膠衣的厚度應控制在0.4-0.6mm, 必須達到“指干”才能鋪放增強材料,不得遺漏、堆積或流掛。在噴涂的過程中,一般涂刷兩遍,兩邊之間涂刷方向以相互垂直為宜,這樣可以避免出現漏涂。
3、鋪放增強材料
玻璃纖維增強材的接頭和重疊位置尺寸應符合工藝要求,搭接寬度為50mm,接頭應錯開100mm以上,五層后允許重疊。在變形的地方,如果鋪放不方便,可以用剪刀將增強材料進行裁剪,裁剪的地方應進行局部補強,如果層與層之間出現空隙,應壓實,或用定位噴膠將它們粘在一起,在噴定位膠時,噴嘴與噴涂的地方應距離30cm以上,這樣才能使膠噴涂均勻,如果噴涂過多,則會影響樹脂對增強材料的浸潤,甚至出現白斑。增強材料鋪放好后,用剪刀剪去多余的纖維,并將裙邊用黃色密封膠帶反復滾擦,粘去裙邊上的灰塵和細小纖維束。
4、鋪放脫模布
在鋪放脫模布之前可以將大塊的脫模布適當裁小,這樣有利于脫模。脫模布要蓋住整個增強材料,且在增強材料的邊緣一般還多出1cm左右。脫模布與脫模布之間的搭接寬度在1cm即可,太寬既浪費材料,又影響浸潤速度。脫模布一般用極少量的黑色密封膠帶粘在增強材料上,而不用定位膠,這樣既不會影響浸潤效果,又能節約成本。
5、鋪放導流網
鋪放導流網時,導流網的邊緣離增強材料的邊緣3-5cm左右遠,即導流網的面積比增強材料的面積略微小一些,當樹脂在浸潤沒有導流網的增強材料時,速度比有導流網的地方要慢得多,這樣可以使樹脂有充分的時間來浸潤增強材料,還能減少樹脂的浪費。導流網與導流網之間的搭接距離應盡可能小,但不應出現沒有導流網的地方。導流網一般也用極少量的黑色密封膠帶粘在脫模布上,而不用定位膠。
6、鋪放樹脂導流管和抽真空管
按照預先設計好的流道在模腔中相應位置放置中空螺旋管作為樹脂流道和抽真空管。在鋪放中空螺旋管時,不應用力將螺旋管拉得過長,在抽真空時可能會將螺旋管壓塌,而起不到流道和抽真空的作用
7、安放樹脂注入口和抽氣口
在預先的設計,在螺旋管上安放樹脂注入口和抽氣口,在制作形狀規則的產品時,樹脂注入口和抽氣口一般放置在均分點的位置,如在一條螺旋管上放置兩個抽氣口時,抽氣口一般放在三分之一和三分之二的點上。在安放樹脂注入口和抽氣口即三通時,可在三通接樹脂進料管和抽氣管的那頭先纏上一圈黑色的密封膠帶。為了避免三通移動,可用適量黑色密封膠帶將三通粘在導流網上。
8、接抽氣管
將抽氣口三通和樹脂收集器接口用抽氣管連接起來。在接口處再纏上一圈黑色密封膠帶。
9、真空袋膜的密封
10、抽氣、整理袋膜和檢漏
11、接樹脂注入管
12、檢測
13、抽氣檢漏
14、注入樹脂
當達到所需的保壓效果時,就可以注入樹脂。注入樹脂時一般按照先打開同一樹脂流道上的注入口,由內向外注,當樹脂流過另一排流道時,可將這一排的注入口打開,開始注入樹脂,按照這樣的方法注滿整個膜腔。由于模具形狀不規則,樹脂很難同時到達模具的邊緣,當一部分樹脂先到達模具的邊緣,進入抽氣管后,可將這根抽氣管用大力鉗卡住。這樣既不影響其它部位的充模效果,又可以減少樹脂的浪費。
15、保真空固化
在樹脂固化之前,可以用大力鉗卡住大部分樹脂進料管和抽氣管,這樣可以減少樹脂的浪費。至于哪些樹脂進料管和抽氣管應該卡住,沒有一定的要求。一般按照輪流的辦法。
后處理
1、脫模
當玻璃鋼固化到一定程度時,便可在不損傷制品和模具的前提下把制品從模具上取下來。先將制品的四周松脫,然后將制品脫下。
在脫模時須注意:
?。?)脫模時要細心、耐心,不要操之過急;
?。?)敲擊工具應是木榔頭或橡膠榔頭;
?。?)敲擊點要要擊中關鍵部位,不要亂擊;
?。?)注意產品表面切不可出現白斑或白點。
2、表面檢測
主要看是否有膠衣皺皮、光澤不好、制品表面發粘、制品翹曲變形、膠衣層星狀龜裂、分層、氣泡與空泡、針眼等缺陷并做好標記以便以后修復。
3、修邊
先在毛坯制品上劃基準線,用與制品基本呈直角的切割刀進行,并盡量切割平直。