




















真正的3D打印連續碳纖維復合材料
Electroimpact公司開發了一種擁有6個自由度的連續纖維增強熱塑性塑料3D打印系統,能實現航空復合材料部件的快速無模制造,以及現有制造方法不可能實現的新的設計自由度。
自2014年美國公司帶著臺商業化的連續纖維3D打印機 Mark One進入市場以來,的工程師們都夢想著有一個可以3D打印大型連續纖維增強部件的系統。
然而,要想完全以增材制造的方式生產強度是大多數金屬數倍的復雜部件,卻是一項令人困擾的挑戰,這是因為塑料的密度以及不使用昂貴的鋪層模具和熱壓罐。
目前,幾家經驗豐富的老牌公司和初創公司已進入這一領域,試圖從更廣泛的數十億美元的增材制造市場中分得一杯羹。
近年來,Electroimpact公司一直在與航空領域的合作伙伴合作來開發這項技術,以滿足OEM的應用需求。
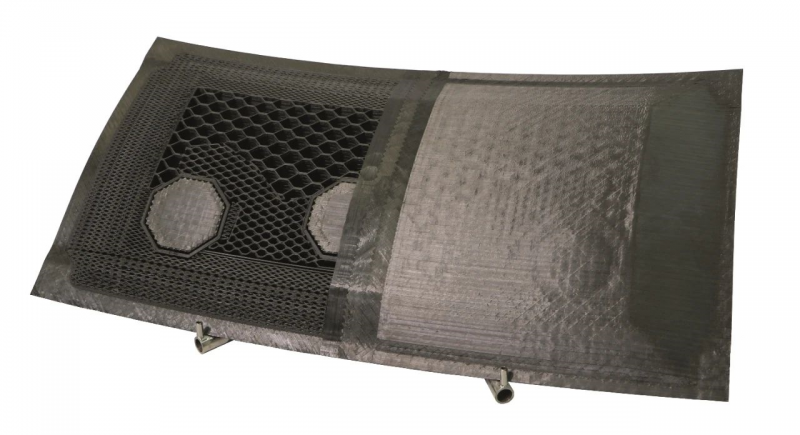
該機艙門剖面圖顯示了打印的蜂窩結構與連續纖維的連接點的結合
夢想
航空工業中的許多人都認為,大型連續纖維復合材料部件的3D打印已經以自動纖維鋪放(AFP)和自動帶材鋪放(ATL)的形式存在了,這兩者都是通過后續再鋪放材料層來生產復合材料部件的增材制造技術。
但是,這些技術都需要一副形狀與成品部件一樣的鋪層模具,以便將材料鋪放到其上。
實際上,人們真正想要的連續纖維3D打印機,并不需要使用鋪層模具和真空袋,也不需要大量的輔助設備如熱壓罐或二次加工步驟,相反,它只是一個普通的制造平臺,而且要盡可能多地消除系統中的各種約束條件,以便終用戶能夠創建出各種各樣的部件以及采用傳統方法無法實現的形狀。
其結果就是,實現以前不可想象的新的復合材料設計,包括更加一體化的結構,即減少緊固件的數量以及用于裝配連接的粘合劑。
基本原則
任何高質量的復合材料部件都擁有3個基本特征,而無論選用的纖維和基體材料是什么。
這3個基本特征是:纖維的體積含量(即纖維與基體材料的比率)、孔隙率和纖維的平直度。
Electroimpact公司并不是唯一一家追求連續纖維3D 打印系統的公司,為應對挑戰,其他公司采取了幾種完全不同的方法,其中的一些公司試圖將傳統的熔融長絲制造(簡稱FFF)3D打印機與用于將連續纖維引入到熔融的熱塑性塑料流中的機械裝置結合起來,以使纖維嵌入到打印部件中。
另有一些公司則選擇采用紫外催化的熱固性樹脂,使他們的連續纖維增強材料與樹脂恰好在加工點上相混合,然后在加工過程中采用紫外輻射來引發樹脂的快速固化。
這些共擠過程試圖將更多的步驟整合到一個單一的系統中。
先,要達到航空級別所要求的均勻一致的纖維百分比(50%+),這實現起來比較困難,系統沉積材料的加工點必須隨著它在空間穿越部件的編程加工路徑而進行加、減速,因此,將液體或熔化的基體材料注入到纖維中的過程也必須與加工點同步進行加、減速。
任何經驗豐富的復合材料生產商都知道,當整個過程處于平穩狀態而未受到較大的瞬變影響時,就會獲得均勻的材料。
將這種方法用于處理高纖維含量的復合材料時,要想對纖維進行均勻浸漬就顯得比較困難,這往往會導致干的纖維斑塊以及纖維在基體材料中的不良分布。因此,浸漬步驟好在運行穩定的專用生產設備上離線完成,這種設備專為生產纖維分布和纖維百分比均勻的高質量預浸漬材料而開發。
其次是孔隙率問題,孔隙是不能承受載荷的。
在熱壓罐中真空固化層壓結構,同時施加幾個大氣壓的壓力,就可以使熱壓罐成型的復合材料主結構擁有不到1%的孔隙率,從而滿足航空級別的黃金標準要求。
雖然施加的力巨大,但卻能消除層壓結構中幾乎所有的孔隙。
對于正在尋求更多航空應用的非熱壓罐材料系統而言,通常所能實現的孔隙率低于3%。這類材料無需昂貴的熱壓罐,但仍然需要真空來固化層壓結構以消除孔隙,同時還需要一個固化爐。總之,如果不能以某種方式來固化層壓結構,這樣的系統就永遠不可能實現高質量部件所必需的低孔隙率。
后,沉積連續纖維的物理過程要求在一定的張力下進行沉積。
如果這個過程需要在基體材料軟化時的任何一點來推動纖維,就會導致纖維成束。不直的纖維直到被拉直后才能承受載荷。
因此,對于復合材料部件而言,束狀纖維就意味著載荷只能由強度低得多的基體材料來承擔。
SCRAM技術
Electroimpact公司正在開發一種基于舊技術的新技術,名為SCRAM,也稱作“可升級的復合材料機器人增材制造” 。
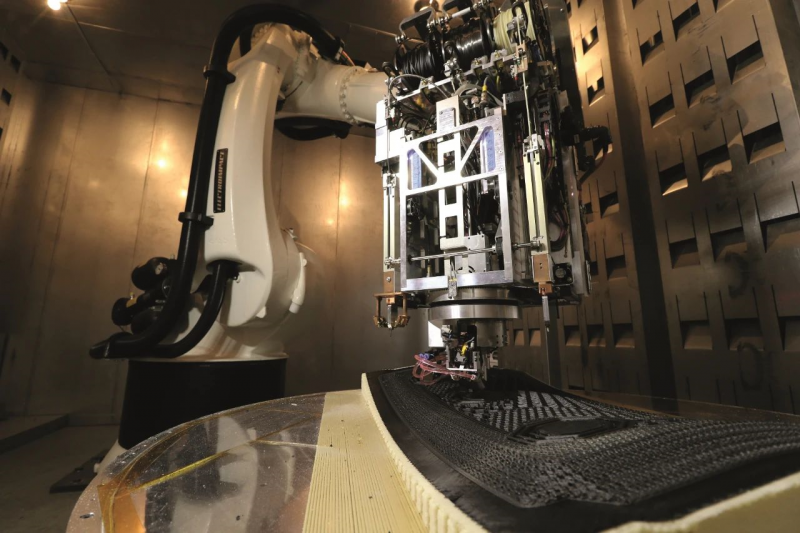
這是一個整合了FFF 3D打印機與熱塑性AFP機器的系統,該系統由一臺精確操作的機器人、一個旋轉構建平臺和一個溫控構建室組成。
末端執行器攜帶多個材料系統來打印可溶性的支撐材料(工裝)、連續的纖維帶材和短切纖維材料。每一次打印,都是從機器人將支撐材料沉積到構建平臺上開始的。隨后,機器人自動切換,以打印連續纖維增強材料和短切纖維增強材料,從而生產出部件。
這種連續纖維采用原位固結的方式沉積,其中,帶材被激光焊接到基板上并在此過程中被壓實。
如此獲得的連續纖維增強復合材料部件,可以達到非熱壓罐工藝所能實現的孔隙率水平。
正在打印的機艙門
將短切纖維材料系統納入進來,則是對連續纖維增強材料系統的補充。
通常,纖維體積含量高的連續纖維,會引入全方位FFF工藝所沒有接觸過的幾何約束度,與單純采用連續纖維帶材所能產生的特征相比,其產生的特征要復雜得多。
在這些情況下,設計師們可以利用短切纖維材料來獲得想要的特征。一旦打印完畢,支撐材料即溶解,只留下成品部件。由于材料系統完全是熱塑性的,因此后續無需使用熱壓罐或加熱爐來固化部件。
不同于傳統的FFF 3D打印,SCRAM工藝采用真正的六軸加工路徑來生產部件。大多數的增材制造系統如FFF、SLA和 SLS都是所謂的2.5D,即將平面的2D層一層一層地鋪疊起來形成一個3D形狀。
相比之下,SCRAM則是真正的3D工藝,末端執行器在真正的六維自由度空間中沉積材料,這對于沉積連續纖維尤為重要,它可以確保纖維的取向與載荷路徑相適應,以及從構建平臺上獲得準各向同性的疊層。
挑戰
開發這種復雜技術面臨四大挑戰,涉及材料系統、打印硬件、控制系統和部件編程。
許多公司都試圖開發這項技術。雖然一些公司在應對上述四大挑戰中的2~3個方面取得了令人印象深刻的進展,但似乎沒有哪家公司能夠同時征服所有這四大難題。
先,材料系統本身是基本的挑戰。
雖然可供選擇的聚合物很多,但是,一旦增加了極端要求,比如,高溫下使用、耐化學性以及煙霧和毒性要求等,可供選擇的材料就很少了。而且,它們的加工也極具挑戰性。其次,由于承受大部分載荷的是纖維,因此,人們希望纖維的體積含量要盡可能高,并能確保材料的可靠沉積以及實現良好的粘結?;谒羞@些原因,經過多次試驗后,Electroimpact決定采用基于PAEK的熱塑性塑料以及50%~60%的纖維含量。
打印硬件的復雜程度和細微差別同樣令人驚訝。在這項技術中,FFF部分因其簡單而為工程師們和業余愛好者們所熟悉,即使是用于鋪放平面疊層的AFP也得到了改進和簡化,現在在普通的實驗室環境中就可以使用。
但是,一旦涉及按6個自由度進行打印以及納入連續纖維,準確性就變得極為重要,對此,所生產部件的復雜程度就直接取決于系統的靈活性和準確性。
在末端執行器上,每一個部件都會增加體積,并對生成形狀帶來一些可能的限制。為控制好如此復雜的機械系統,只需要使用一個工業CNC,復雜的運動、框架計算、工具定義和精度等都需要它。
后,CAM軟件和系統本身也一樣復雜。商用3D打印機的用戶們習慣于使用導入部件實體模型的切片軟件,以為打印機自動生成加工路徑。當按2.5D工作時,可以相對簡單地通過算法生成加工路徑,這是因為針對一個給定的層只有兩個自由度。但是,當按6個自由度沉積材料時,路徑的生成就比較困難。
真正的3D打印連續碳纖維。
Electroimpact公司采取的方法不是依靠自己來解決所有這四大挑戰性難題,而是專注于自身的核心優勢,即硬件和控制系統。與適合創建材料系統和CAM軟件的業內同行合作,該公司開發的一體化系統在應對上訴四大挑戰方面取得了重大進展,展現出了前所未有的能力。
未來
雖然在提升SCRAM技術的成熟度方面還有很多工作要做,但其發展速度的確很快,對它的熱情和興趣正推動著它的不斷進步。目前,采用SCRAM技術已經生產出了以前根本就無法制造的部件形狀。
下一步開發的重點是,增強它的工業化生產能力,全面提升性能指標。不可否認,真正六維自由度的連續纖維增強的3D打印已經到來。