




















如何選擇復合材料加工刀具
隨著現代高新技術的迅猛發展,并且由于材料的使用環境越來越復雜,人們對材料的要求也越來越高,所以材料的復合化是未來新材料的重要發展方向,復合材料與金屬材料、無機非金屬材料、高分子材料并稱為四大材料體系,其中金屬基復合材料、陶瓷基復合材料、聚合物基復合材料和炭/炭復合材料構成了現代復合材料體系,在巨大的市場需求牽引下,復合材料產業的發展將有很廣闊的發展空間。作為一種新型工件材料,復合材料有哪些加工難點?復合材料加工刀具該如何選擇呢?
復合材料(Composites)是由兩種或兩種以上不同性質材料組成的多相材料,復合材料在機加工時,表現出與金屬加工不同的機理及切削性能,這些是直接影響復合材料加工刀具選擇的主要因素。
復合材料加工的主要難點在于如何提高制造工藝,尤其是機加工,由于復合材料結構的各層之間的材料特性不同,層間強度不均,較難切削加工,而且容易在切削力的作用下產生分層;并且復合材料工件預加工附加值高,精度要求高,不允許加工過程中的一點點異常偏差,更不允許廢品的產生。(1)復合材料對加工刀具的耐磨性要求較高,這是由于復合材料加工的材料去除機制不同于金屬加工的塑性變形,本身為一系列脆性破壞過程,切削刃的撞擊使得堅硬的纖維粉碎,形成粉末狀或者毛刷狀的碎屑。復合材料加工刀具的切削刃作用是切碎堅硬的碳纖維,在此過程中,切削刃要承受劇烈的磨蝕,這可能會導致其快速磨損,所以復合材料加工對刀具的耐磨性要求高。(2)復合材料加工對刀具材質和結構形的要求,也不同于金屬加工,加工復合材料時,刀具材質會成為其切削性能的一個決定因素,而刀具的結構形狀則會直接影響加工質量,因為復合材料會造成刀具快速磨損,從而使刀具幾何形狀也迅速改變,導致加工質量下降,這就要求加工復合材料刀具的切削刃材料能夠抵御復合材料的磨蝕,保持切削刃的幾何形狀和鋒利性,進而保證加工質量。(3)復合材料加工刀具的夾持固定性要求高,加工復合材料通常是在功率較小的輕型機床上進行加工,但需要采用高端刀具,并使用專門定制的夾具,以便在整個加工過程中緊密支撐工件,防止其剛性薄壁產生振動和破損。
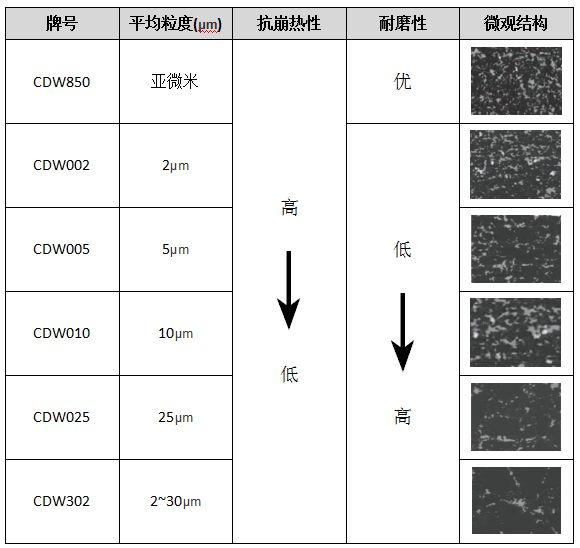
合理選擇刀具材質,是加工復合材料的重要條件,目前主要使用的復合材料加工刀具材質是采用整體硬質合金為基體,表面涂薄的金剛石涂層或者在切削刃處燒結鑲焊PCD材質。整體硬質合金刀具具有保證工件尺寸精密公差、位置公差以及表面光潔度所必需的剛性和尺寸精度,并且能夠持續優化切削集合結構,減小切削阻力、切削熱量和未切削纖維拉絲、起毛等問題,并且能夠更好的控制切屑。增加金剛石涂層(應用于整體硬質合金刀具或PCD刀片)或鑲焊PCD材質(應用于整體硬質合金刀具或合金刀片)可使切削刃耐磨性更高,不僅擁有金剛石的高硬度和耐磨性,而且能在較長的加工周期內保持原有刀具的幾何結構,保證加工效果。整體硬質合金刀具幾乎適用于各種復合材料的切削加工,但刀具磨損快,而且切削速度低,而增加金剛石涂層之后,刀具的應用范圍也進一步擴大,并已可用于復合材料的高速切削加工領域。
在切削加工難加工的復合材料時,刀具結構形狀的佳化可充分發揮刀具材料的性能。復合材料主要應用于航空航天、軍工、風力發電、汽車配件、軌道交通、機械加工、體育器材、船舶游艇等領域,機加工方式主要有車削、銑削、鉆削等,并且需要進行高速切削加工,選擇與復合材料加工特點相適應刀具結構形狀和對刃尖進行適當處理,對提高切削精度和延長刀具壽命也有很大的影響,因此,針對復合材料的加工在刀具結構形狀的選擇方面不能掉以輕心。對難加工復合材料進行孔加工時,華菱超硬PCD鉆頭增大刀具的鉆尖角,進行十字形修磨,可有效降低扭矩和切削熱,并且延長復合材料加工刀具的使用壽命。同時,為了便于排屑,通常在鉆頭切削刃后側設計冷卻液噴出口,使排屑變得更為順暢,而且這種方式對切削刃的冷卻效果也很理想。
對于那些尺寸較大、外壁較厚的復合材料零部件(尤其是噴氣發動機的外殼)需要進行大量的側銑和面銑加工,一些孔加工通常也會涉及到銑削。對于精密面銑加工,好選用華菱超硬PCD銑刀片(在硬質合金刀具基體上焊接PCD切削刃的銑刀片),這種刀片具有較好的尺寸精度,所以刀刃在銑削中的定位精度較高,可得到較好的加工精度及表面粗糙度。對于復合材料的側銑、槽銑加工,適宜選用華菱超硬PCD立銑刀刀具結構,而通常所用的刀具都是右旋刀具,刀身的溝槽決定了銑削時切下的碎屑排出方向,如果做精密零部件的加工則建議選用左旋刀具,左旋刀具加工精密類特殊要要求工件有一定優勢。