




















簡述幾種常見復合材料成型工藝的優缺點:濕鋪及真空袋工藝
03 濕鋪工藝(Wet Lay-up)
3.1、工藝概念
用手將樹脂浸漬到呈編織、針織、縫合或粘合織物形式的纖維中。這通常是通過滾筒或刷子完成的,越來越多地使用壓輥式浸漬劑,通過旋轉滾筒和樹脂浴將樹脂壓入織物,層壓板在標準大氣條件下固化(如圖3所示)。
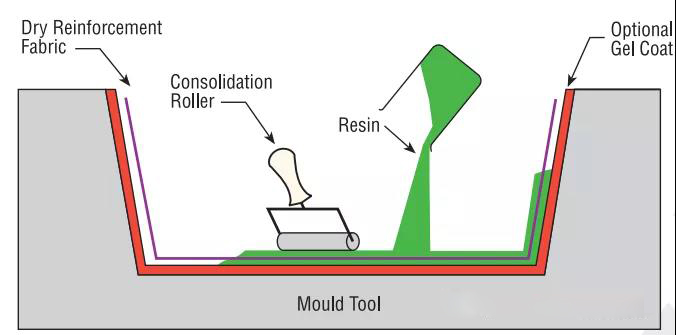
圖3 濕鋪工藝示意圖
3.2、主要材料
樹脂基體可以選擇環氧樹脂、聚酯、乙烯基酯、酚醛樹脂等任何一種,而纖維類型也沒有限制。
3.3 、主要優勢
i) 廣泛使用多年。
ii)如果使用室溫固化樹脂,則成本較低。
iii)供應商和材料類型的選擇范圍很廣。
iv)纖維含量更高,纖維長度也更長。
3.4、主要缺點
i) 樹脂的混合、層壓板的樹脂含量和層壓板的質量在很大程度上取決于層壓機的技術。如果不引入過多的空隙,通常就無法獲得低樹脂含量的層壓板。
ii)樹脂的健康和安全考慮。手工鋪層樹脂的較低分子量通常意味著它們比較高分子量的產品具有更大的危害性。較低粘度的樹脂也意味著它們有滲透服裝等趨勢。
iii)如果沒有昂貴的萃取系統,將聚酯和乙烯基酯中空氣中苯乙烯的濃度限制在法定濃度越來越難。
iv)樹脂需要低粘度才能手動操作。由于需要高濃度的稀釋劑/苯乙烯,這通常會損害它們的機械/熱性能。
3.5、典型應用
標準風力渦輪機葉片、生產船、建筑裝飾條等。
04 真空袋工藝(Vacuum Bagging)
4.1 工藝概念
該工藝基本上是上述濕鋪工藝的延伸,其中一旦層壓后就對層壓材料施加壓力以改善其固結性。這是通過在濕鋪層壓板上和工具上密封塑料膜來實現的。袋子下面的空氣被真空泵抽走,因此可以在層壓板上施加高達一個大氣壓的壓力以使其固化(圖4)。
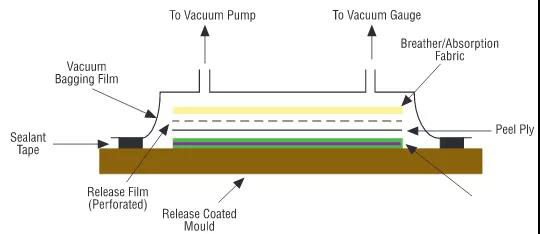
圖4 真空袋工藝示意圖
4.2 主要材料
樹脂主要是以環氧樹脂和酚醛樹脂為主,而聚酯和乙烯酯可能存在一定問題,因為真空泵從樹脂中過度萃取苯乙烯。對于增強纖維而言,由于存在一定的固結壓力意味著各種厚重的織物可能會被弄濕。
4.3 主要優點
i) 與標準濕鋪技術相比,通??梢垣@得更高的纖維含量層壓板。
ii)與濕鋪相比,空隙率更低。
iii)由于壓力和樹脂在結構纖維中流動,使纖維更好地濕潤,多余的纖維進入袋裝材料。
iv)健康與安全:真空袋減少了固化過程中釋放的揮發物量。
4.4 主要缺點
i) 額外的工藝增加了勞動力和一次性包裝材料的成本ii)操作人員需要更高的技術水平
iii)樹脂含量的混合和控制仍主要取決于操作員的技能iv)盡管真空袋可以減少揮發物,但暴露量仍然高于預浸料處理技術等4.5 典型應用
大型一次性巡航船、賽車部件、生產船中的核心粘接裝置。