




















長纖維增強聚丙烯復合材料的發泡工藝研究
盡管聚丙烯(PP)是廣泛使用的塑料之一(由于其密度低、易于加工、軟化溫度高并且成本低),但由于其機械性能相對較差,從而使得其應用受到一定的限制。因此,常常使用玻璃纖維(GF)來增強PP基體,以低成本實現良好的拉伸強度和模量、剛度、耐沖擊性、耐化學性和熱穩定性。事實上,以這種方式結合PP和GF在汽車和建筑等行業越來越受歡迎。
更多詳細報道請關注復材網www.lzzz.net
注塑成型是GF-PP復合材料常見的制造技術之一,因為它能夠快速制造復雜幾何形狀的零件。因此,注塑成型的GF-PP復合材料的力學性能多年來備受關注,一般認為GF增強PP部件的力學性能主要受長度、長度分布、纖維取向、GF和PP基體之間的界面粘合以及GF和基體材料的固有機械性能等因素影響。研究表明,發泡技術可以減少GF-PP成型件中纖維斷裂的數量,并有助于避免SGF-PP部件中的纖維磨損。然而,幾乎所有以前的研究都集中在SGF增強的聚合物基體上,發泡技術是否同樣適用于LGF增強復合材料還不清楚。
作為實驗的一部分,進行了拉伸試驗以測量我們的復合材料的機械性能(例如,強度、模量和斷裂應變)。研究結果表明,樣品的殘余纖維長度和力學性能之間有著密切的關系,這兩者在很大程度上受加工條件的影響。LGF增強FIM樣品表現出佳的纖維長度和纖維長度分布(即產生好的機械特性)。此外,相比CIM樣品,這些樣品沿著纖維方向顯示出更低的纖維取向度。
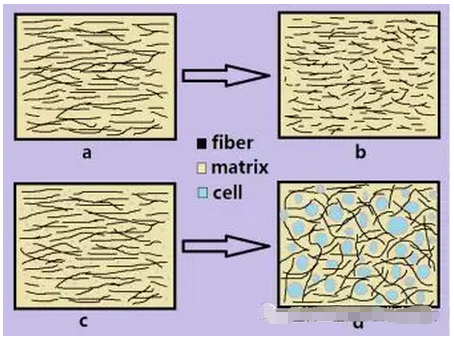
研究結果還表明,在LGF增強復合材料中存在氣泡可能有助于減少纖維斷裂量。我們認為這個發現有兩個可能的原因。先,發泡劑和新產生的泡沫可以起到增塑劑或緩沖墊的作用。換言之,LGF增強PP復合材料中氣泡的存在降低了熔體的粘度并改善了流動性。這又降低了聚合物基體中的剪切應力,從而減少了纖維斷裂的發生。
其次,注塑成型工藝的保壓階段是能夠顯著影響纖維斷裂程度的重要步驟。也就是說,保壓階段的變化會導致CIM和FIM樣品中不同的纖維長度分布。在CIM的常規保壓過程中,使用高壓將熔融的復合材料注入空腔中,然后將模腔保持在恒定壓力以填充空腔的剩余體積并補償填充材料的收縮。 LGFs的破壞主要發生在這個保壓階段,所以保壓壓力會顯著影響纖維斷裂。
相比之下,在FIM中,填充材料填充到模具中的保壓主要取決于氣泡生長膨脹的效果。因此,由于相對較小、均勻的壓力和剪切速率,纖維的損傷可以被小化。
更多詳細報道請關注復材網www.lzzz.net